 首頁(yè) > 產(chǎn)品中心 > 華岐鍍鋅鋼管
首頁(yè) > 產(chǎn)品中心 > 華岐鍍鋅鋼管
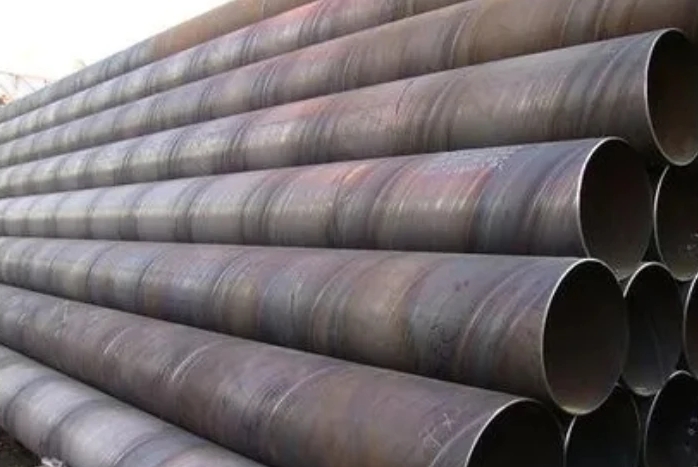
隨著工業(yè)領(lǐng)域的不斷發(fā)展,鍍鋅鋼管因其優(yōu)異的耐腐蝕性和機(jī)械性能,在各類工程中得到了廣泛應(yīng)用。高頻焊接作為鍍鋅鋼管生產(chǎn)的關(guān)鍵技術(shù)之一,其工藝參數(shù)的優(yōu)化直接關(guān)系到焊縫質(zhì)量和生產(chǎn)效率。本文旨在探討高頻焊接工藝參數(shù)的優(yōu)化策略及焊縫質(zhì)量提升技術(shù)。
高頻焊接過(guò)程中,合理的工藝參數(shù)設(shè)置是確保焊縫質(zhì)量的前提。首先,電源頻率的選擇至關(guān)重要。一般來(lái)說(shuō),焊接碳鋼管材時(shí)多采用350~450kHz的頻率范圍,這一區(qū)間內(nèi)電能能夠高度集中于連接面的表層,快速加熱至焊接溫度,提高焊接效率。同時(shí),針對(duì)薄壁管材宜選用較高頻率,厚壁管材則選用較低頻率,以保證接縫兩邊加熱寬度適中,加熱均勻。此外,焊接功率的合理配置也是關(guān)鍵,通過(guò)優(yōu)化線圈、阻抗器及軋機(jī)的配置,可顯著減少功率損耗,改善焊接質(zhì)量。
為了進(jìn)一步提升焊縫質(zhì)量,需要從多個(gè)方面入手。首先,焊前準(zhǔn)備工作不容忽視,包括確保鍍鋅管表面清潔無(wú)油污、銹蝕,以及選擇合適的焊接材料和工藝參數(shù)。在焊接過(guò)程中,應(yīng)嚴(yán)格控制焊接電流和速度,避免電流過(guò)大導(dǎo)致焊縫成型不良或過(guò)小造成未焊透現(xiàn)象。同時(shí),采用短弧焊技術(shù),保持電弧在3-5mm范圍內(nèi)擺動(dòng),使熔池金屬與鍍鋅層充分熔合,減少焊接缺陷。此外,焊接順序的優(yōu)化同樣重要,對(duì)于長(zhǎng)管焊接,可采用分段退焊法,從中間向兩端焊接,以減少焊接應(yīng)力和變形。
在高頻焊接過(guò)程中,還需特別關(guān)注環(huán)保與安全問(wèn)題。鍍鋅層在高溫下會(huì)產(chǎn)生鋅蒸汽和鋅氧化物煙霧,對(duì)人體有害。因此,作業(yè)時(shí)應(yīng)佩戴防毒面具和防護(hù)手套,并在通風(fēng)良好的環(huán)境下進(jìn)行。同時(shí),去除鍍鋅層時(shí),應(yīng)注意防止鋅粉或酸液飛濺,確保作業(yè)環(huán)境的安全衛(wèi)生。