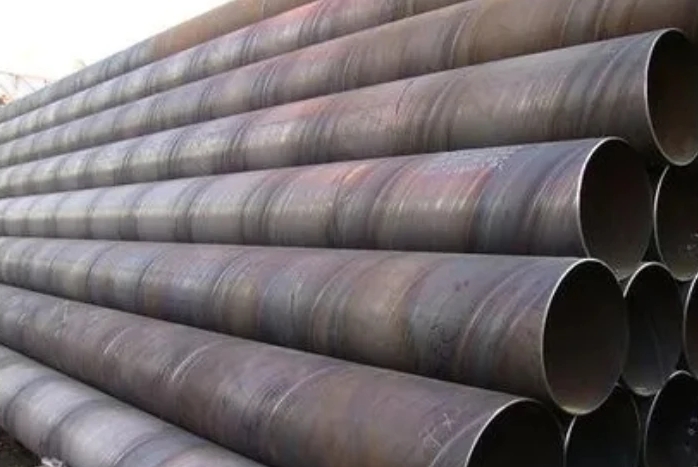
焊接鍍鋅方管是建筑、機械制造等領域常見的工藝過程,確保焊縫質量對于整體結構的穩定性和安全性至關重要。以下是衡水華岐鋼管對焊接鍍鋅方管后焊縫質量進行檢驗的幾種方法。
外觀檢查是最直接也是最基本的檢驗方式。通過目測或使用放大鏡等工具,可以檢查焊縫表面是否平整,有無裂紋、氣孔、未熔合、夾渣等明顯缺陷。焊縫的顏色應均勻一致,寬度和高度也應符合要求。此外,還需檢查焊縫與管壁之間的連接是否緊密,有無明顯的咬邊或凹陷現象。外觀檢查雖然簡單,但能有效發現焊縫表面的大部分缺陷,為后續檢驗提供基礎。
X射線檢測(RT):這是一種非破壞性檢測方法,通過X射線穿透焊縫區域,根據射線透過材料后的強度變化來成像。圖像上的暗區表示焊縫中的氣孔、夾渣或其他體積型缺陷。X射線檢測能夠深入焊縫內部,發現肉眼難以察覺的缺陷,適用于對焊縫質量要求較高的場合。
超聲波檢測(UT):超聲波檢測利用高頻聲波在金屬內部傳播時遇到缺陷會發生反射的原理來進行檢測。通過分析接收到的回波信號,可以判斷焊縫中是否存在裂紋、未熔合等內部缺陷及其位置和大小。超聲波檢測具有靈敏度高、檢測速度快等優點,適用于各種焊接結構的檢測。
磁粉檢測(MT):磁粉檢測適用于鐵磁性材料的表面及近表面缺陷檢測。將焊縫區域磁化后,撒上磁粉,如果有裂紋等缺陷存在,則在這些位置會聚集磁粉,從而顯示出缺陷的位置和形狀。磁粉檢測操作簡單、成本低廉,是表面缺陷檢測的有效手段。
滲透檢測(PT):滲透檢測利用液體的毛細作用原理,將含有熒光劑或著色劑的滲透液涂敷在焊縫表面,經過一定時間后清洗掉多余的滲透液,再施加顯像劑。如果焊縫內部有裂紋或其他開口缺陷,則滲透液會從這些缺陷中滲出,在紫外燈下(對于熒光滲透檢測)或肉眼下(對著色滲透檢測)形成明顯的顯示。滲透檢測適用于檢測表面開口缺陷,如裂紋、氣孔等。
除了外觀檢查和無損檢測外,還需要進行力學性能試驗以評估焊縫的強度和韌性。常見的力學性能試驗包括拉伸試驗、沖擊試驗等。拉伸試驗可以測量焊縫的拉伸強度和延伸率,評估焊縫的強度和韌性;沖擊試驗則可以測量焊縫的沖擊吸收功和沖擊韌性,評估焊縫的抗沖擊能力。這些試驗能夠更全面地了解焊縫的質量狀況,為工程應用提供可靠依據。